Круглі плашки,
призначені для обробки різьби невисокої точності, виготовляють розрізними (з
можливістю регулювання за діаметром) і нерозрізними з інструментальних і
швидкорізальних сталей.
На рис. 1.3.171
наведено конструкцію плашки. Елементи, що забезпечують процес різання: передній
кут γ та кут λ; різальні пера; стружкові отвори; забірний конус з кутом φ; Н —
ширина плашки; кількість пер; величина затилування забірної частини; задній кут
α. Елементи, пов’язані з розмірами отримуваної різьби: діаметр різьби
(зовнішній, внутрішній і середній); кут профілю, крок різьби. Елементи, що
забезпечують закріпленість плашки на верстаті та у плашкотримачі: зовнішній
діаметр D плашки; перемички; паз для розтискного гвинта; гнізда для кріпильних
гвинтів; гнізда для регулювальних гвинтів. Нарізування різьби супроводжується
відокремлюванням значної кількості стружки, тому стружкові отвори мають бути
великими.
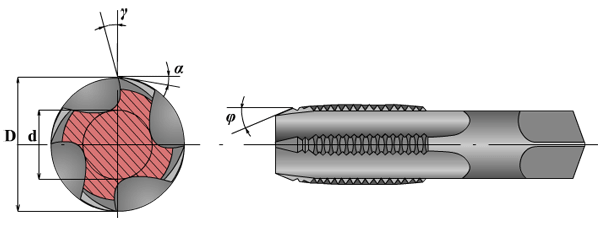
Рис. 1.3.172.
Конструкція мітчика
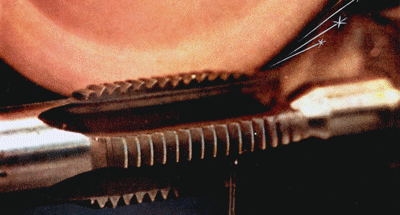
Мітчик (рис.
1.3.172) являє собою гвинт, оснащений поздовжніми прямими та гвинтовими
канавками, що утворюють різальні кромки. Мітчик працює при двох одночасних
рухах: обертовому (мітчика або заготовки) та поступальному (уздовж осі
мітчика). Мітчики поділяються на ручні, гайкові, машинні, плашкові,
калібрувальні, регульовані та самовідкривні.
Робоча частина
мітчика, тобто вся нарізана частина, поділяється на різальну (забірну) та
калібруючу. Забірною частиною називається передня конусна частина мітчика, що
служить для чорнового нарізування різьби. Калібруюча частина служить для
зачищення різьби. Хвостова частина являє собою стрижень для закріплення мітчика
в патроні або воротку; квадрат служить для передачі крутного моменту.
До елементів,
що визначають конструкцію мітчика, належать канавки для розташування стружки,
різальні пера, серцевина. До геометричних елементів належать: передній кут γ;
задній кут α; кут φ забірного конуса та кут нахилу гвинтових канавок.
Мітчики
виготовляють переважно з прямими, а іноді з гвинтовими канавками.
У разі
нарізування різьби вручну вся робота розподіляється між двома або трьома
мітчиками. Повний профіль різьби має тільки чистовий мітчик. Машинно-ручні
мітчики виготовляють як одинарними, так і в комплекті (з 2 шт.).
Круглі плашки
заточують по передній поверхні пер і по затилковій поверхні забірного конуса.
Заточування по передній поверхні здійснюють на спеціальних верстатах.
Шліфувальний круг, що обертається зі швидкістю 1500 об/хв, уводиться в отвір
плашки та отримує прямолінійне та зворотно-поступальний рух уверх і вниз уздовж
осі шпинделя круга. При заточуванні по задній поверхні плашка, затиснена в
цанговий патрон, при обертанні шпинделя верстата здійснює разом із ним
затилкові рухи завдяки змінному кулачку. На супорті верстата закріплений
шпиндель з невеликим шліфувальним кругом, який підводиться до плашки і затилує
задню поверхню забірного конуса з установленою величиною К затилування.
Мітчики
заточують (рис. 1.3.173) по передній і задній поверхнях забірного конуса. Для
заточування по передній поверхні мітчик закріплюють у центрах і підводять до
тарілчастого та дискового круга. Для забезпечення переднього кута γ необхідно
розташувати торцеву поверхню круга відносно центрів зі зсувом. Заточування по
забірній частині виробляють на спеціальних верстатах або пристроях.






 Криминал
Криминал

 Здоровье
Здоровье















 Визитка сайта
Визитка сайта Каталог файлов
Каталог файлов Каталог статей
Каталог статей Блог
Блог Фотоальбомы
Фотоальбомы Форум
Форум Гостевая книга
Гостевая книга Обратная связь
Обратная связь